
عمومی سوالات
اکثر پوچھے گئے سوالات
تھری فیز غیر مطابقت پذیر موٹرز کی خرابیوں کو عام طور پر دو حصوں میں تقسیم کیا جا سکتا ہے: برقی فالٹس اور مکینیکل فالٹس۔
مکینیکل خرابیوں میں شامل ہیں: نامناسب سائز کے یا خراب شدہ بیرنگ، بیئرنگ آستین، آئل کیپس، اینڈ کیپس، پنکھے، سیٹیں اور دیگر حصے، اور شافٹ کے پرزوں کا ٹوٹ جانا۔الیکٹریکل فالٹس میں بنیادی طور پر شامل ہیں: سٹیٹر اور روٹر وائنڈنگ ٹوٹنا، موڑ (فیز) کے درمیان، زمین تک، وغیرہ۔
اسٹیٹر اور روٹر باہمی طور پر موصل سیلیکون اسٹیل شیٹس سے بنے ہیں اور موٹر کے مقناطیسی سرکٹ کا حصہ ہیں۔اسٹیٹر اور روٹر کور کا نقصان اور اخترتی بنیادی طور پر درج ذیل پہلوؤں کی وجہ سے ہوتی ہے۔
(1) ضرورت سے زیادہ بیئرنگ پہننا یا ناقص اسمبلی، جس کے نتیجے میں اسٹیٹر اور روٹر رگڑتا ہے، جس سے بنیادی سطح کو نقصان پہنچتا ہے، جس کے نتیجے میں سلیکون اسٹیل کے ٹکڑوں کے درمیان شارٹ سرکٹ ہوتا ہے، جس سے موٹر کے لوہے کے نقصان میں اضافہ ہوتا ہے، جس سے موٹر کا درجہ حرارت بھی بڑھ جاتا ہے۔ اعلی، جب ٹھیک فائل اور دیگر آلات کی درخواست burr کو ہٹانے کے لئے، سلکان سٹیل کے ٹکڑے کو ختم کرنے کے مختصر کنکشن، صاف اور پھر موصل پینٹ، اور حرارتی اور خشک کرنے کے ساتھ لیپت.
(2) آئرن کور کی سطح نمی اور دیگر وجوہات کی وجہ سے زنگ آلود ہے، اسے سینڈ پیپر سے پالش کیا جائے، صاف کیا جائے اور انسولیٹنگ پینٹ سے لیپ کیا جائے۔
(3) وائنڈنگ گراؤنڈ کرنے سے پیدا ہونے والی تیز گرمی کی وجہ سے کور یا دانت جل جاتے ہیں۔ایک ٹول جیسے چھینی یا کھرچنی کا استعمال پگھلے ہوئے مواد کو ہٹانے اور انسولیٹنگ پینٹ سے خشک کرنے کے لیے کیا جا سکتا ہے۔
(4) کور اور مشین بیس کے درمیان امتزاج ڈھیلا ہے، اور اصل پوزیشننگ پیچ کو سخت کیا جا سکتا ہے۔اگر پوزیشننگ اسکریو ناکام ہو جائیں، پوزیشننگ ہولز کو دوبارہ ڈرل کریں اور مشین بیس پر ٹیپ کریں، پوزیشننگ اسکرو کو سخت کریں۔
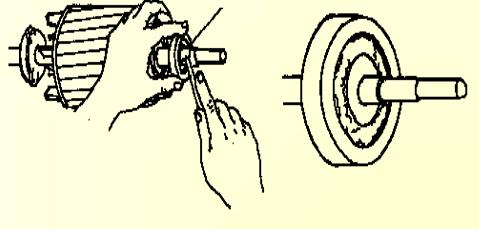
جب رولنگ بیئرنگ میں تیل کی کمی ہوتی ہے، تو ہڈیوں کی آواز سنائی دے گی۔اگر ایک متواتر تعاقب کی آواز سنائی دیتی ہے، تو یہ بیئرنگ سٹیل کی انگوٹھی کا ٹوٹنا ہو سکتا ہے۔اگر بیئرنگ کو ریت اور دیگر ملبے کے ساتھ ملایا جائے یا بیئرنگ حصوں میں ہلکا لباس ہو تو یہ ہلکا سا شور پیدا کرے گا۔جدا کرنے کے بعد چیک کریں: سب سے پہلے بیئرنگ کے رولنگ باڈی کا معائنہ کریں، سٹیل کی انگوٹھی کے اندر اور باہر نقصان، زنگ، داغ وغیرہ کے لیے۔ پھر اپنے ہاتھ سے بیئرنگ کی اندرونی انگوٹھی کو چوٹکی لگائیں اور بیئرنگ کی سطح بنائیں، بیرونی سٹیل کی انگوٹھی کو دھکا دیں۔ آپ کے دوسرے ہاتھ سے، اگر بیئرنگ اچھی ہے تو، بیرونی سٹیل کی انگوٹھی کو آسانی سے گھومنا چاہئے، گردش میں کوئی کمپن اور واضح جامنگ نہیں، رکنے کے بعد بیرونی سٹیل کی انگوٹھی کا کوئی رجعت نہیں، بصورت دیگر بیئرنگ کو مزید استعمال نہیں کیا جا سکتا۔بایاں ہاتھ بیرونی انگوٹھی میں پھنس گیا ہے، دائیں ہاتھ سے اندرونی سٹیل کی انگوٹھی کو چوٹکی لگائیں، تمام سمتوں میں دھکیلنے پر مجبور کریں، اگر آپ کو دھکیلتے وقت بہت ڈھیلا محسوس ہوتا ہے، تو یہ ایک سنجیدہ لباس ہے۔
خرابی کی مرمت بیئرنگ سطح کے زنگ کے دھبے دستیاب 00 سینڈ پیپر کو صاف کریں، اور پھر پٹرول کی صفائی میں۔بیرنگ کی دراڑیں، انگوٹھی کے اندر اور باہر ٹوٹی ہوئی یا ضرورت سے زیادہ پہننے والی، کو نئے بیرنگ سے تبدیل کیا جانا چاہیے۔نئے بیئرنگ کو تبدیل کرتے وقت، اسی قسم کے بیئرنگ کا استعمال کریں جیسا کہ اصل ہے۔بیئرنگ کی صفائی اور ایندھن بھرنا۔
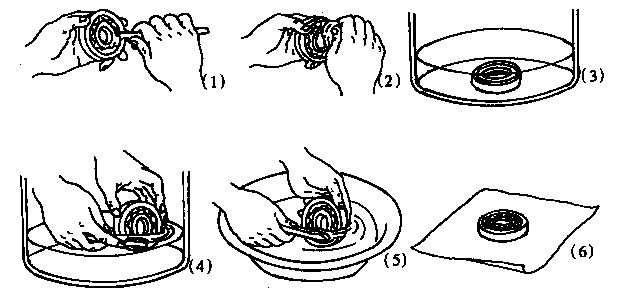
بیئرنگ کی صفائی کا عمل: سب سے پہلے اسٹیل کی گیند کی سطح سے فضلہ کے تیل کو کھرچیں۔ایک سوتی کپڑے سے بقایا فضلہ کے تیل کو صاف کریں؛پھر بیئرنگ کو پیٹرول میں ڈبو کر برش سے سٹیل کی گیند کو رگڑیں۔پھر بیئرنگ کو صاف پٹرول میں دھولیں۔آخر میں بیئرنگ کو کاغذ پر رکھیں تاکہ پیٹرول بخارات بن کر خشک ہو جائے۔
بیئرنگ چکنائی کا عمل: رولنگ بیئرنگ چکنائی کے انتخاب کے لیے، بنیادی غور بیئرنگ کے آپریٹنگ حالات ہیں، جیسے ماحول کا استعمال (گیلے یا خشک)، کام کرنے کا درجہ حرارت اور موٹر کی رفتار۔چکنائی کی گنجائش بیئرنگ چیمبر کے حجم کے 2/3 سے زیادہ نہیں ہونی چاہیے۔
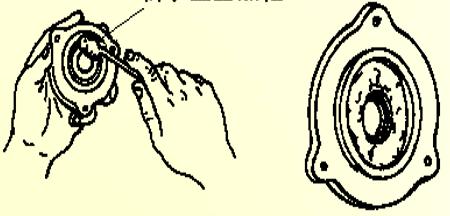
بیئرنگ میں چکنا کرنے والا تیل ڈالتے وقت، تیل کو بیئرنگ کے ایک طرف سے نچوڑ لیا جانا چاہیے اور پھر اضافی تیل کو انگلی سے آہستہ سے کھرچنا چاہیے، جب تک کہ تیل کو اس وقت تک شامل کیا جا سکے جب تک کہ یہ سٹیل کی گیند کو چپکے سے بند نہ کر سکے۔ .بیئرنگ کور میں چکنا کرنے والا تیل شامل کرتے وقت، زیادہ نہ ڈالیں، تقریباً 60-70% کافی ہے۔
(1) شافٹ موڑنے کی صورت میں اگر موڑ بڑا نہیں ہے، تو شافٹ قطر، سلپ رِنگ کا طریقہ پیس کر مرمت کی جا سکتی ہے۔اگر موڑ 0.2 ملی میٹر سے زیادہ ہے تو شافٹ کو پریس کے نیچے رکھا جا سکتا ہے، شاٹ موڑنے والے پریشر کی اصلاح میں، لیتھ کٹنگ گرائنڈنگ کے ساتھ شافٹ کی سطح کو درست کیا جا سکتا ہے۔موڑنے کے طور پر بہت بڑا ہے ایک نئے شافٹ کی طرف سے تبدیل کرنے کی ضرورت ہے.
(2) شافٹ گردن پہن شافٹ گردن پہن زیادہ نہیں ہے، کرومیم چڑھانا کی ایک پرت کی گردن میں ہو سکتا ہے، اور پھر مطلوبہ سائز کے لئے پیسنے؛زیادہ پہننا، اتبشایی ویلڈنگ کی گردن میں ہو سکتا ہے، اور پھر خراد کو کاٹنے اور پیسنے کے لیے؛اگر جرنل پہننا بہت بڑا ہے، 2-3mm کے جرنل میں بھی، اور پھر جرنل میں گرم سیٹ کے دوران ایک آستین موڑ دیں، اور پھر مطلوبہ سائز کی طرف مڑیں۔
شافٹ کریک یا فریکچر شافٹ ٹرانسورس شگاف کی گہرائی شافٹ قطر کے 10%-15% سے زیادہ نہیں ہوتی ہے، طول بلد دراڑیں شافٹ کی لمبائی کے 10% سے زیادہ نہیں ہوتی ہیں، اوورلے ویلڈنگ کے طریقہ کار سے ٹھیک کیا جا سکتا ہے، اور پھر مطلوبہ سائز میں ٹھیک کر دیا جا سکتا ہے۔اگر شافٹ میں دراڑ زیادہ سنگین ہے، تو ایک نئے شافٹ کی ضرورت ہے۔
اگر ہاؤسنگ اور سرے کے احاطہ میں دراڑیں ہیں، تو انہیں اوورلے ویلڈنگ کے ذریعے ٹھیک کرنا چاہیے۔اگر بیئرنگ بور کی کلیئرنس بہت زیادہ ہے، جس کی وجہ سے بیئرنگ اینڈ کور بہت ڈھیلا ہو جاتا ہے، تو بیئرنگ بور کی دیوار کو پنچ کا استعمال کرکے یکساں طور پر دبایا جا سکتا ہے، اور پھر بیئرنگ کو اینڈ کور میں ڈالا جا سکتا ہے، اور موٹرز کے لیے بڑی طاقت کے ساتھ، بیئرنگ کے مطلوبہ سائز کو جڑنا یا چڑھا کر بھی مشین بنایا جا سکتا ہے۔
موٹر کی تنصیب کی بنیاد سطح نہیں ہے.موٹر بیس کو برابر کریں اور فاؤنڈیشن کو برابر کرنے کے بعد اسے مضبوطی سے ٹھیک کریں۔
سامان موٹر کنکشن کے ساتھ مرکوز نہیں ہے۔ارتکاز کو دوبارہ درست کریں۔
موٹر کا روٹر متوازن نہیں ہے۔روٹر کا جامد یا متحرک توازن۔
بیلٹ گھرنی یا کپلنگ غیر متوازن ہے۔گھرنی یا کپلنگ انشانکن توازن۔
روٹر شافٹ سر جھکا ہوا یا گھرنی سنکی۔روٹر شافٹ کو سیدھا کریں، گھرنی کو سیدھا کریں اور پھر سیٹ کو دوبارہ موڑنے کے لیے سیٹ کریں۔
سٹیٹر وائنڈنگ، لوکل شارٹ سرکٹ یا گرائونڈنگ کا غلط کنکشن، جس کے نتیجے میں تھری فیز کرنٹ غیر متوازن ہوتا ہے اور شور پیدا ہوتا ہے۔
غیر ملکی مادہ یا بیئرنگ کے اندر چکنا تیل کی کمی۔بیرنگ کو صاف کریں اور بیئرنگ چیمبر کے 1/2-1/3 کے لیے نئے چکنا کرنے والے سے بدل دیں۔
اسٹیٹر اور ہاؤسنگ یا روٹر کور اور روٹر شافٹ کے درمیان ڈھیلا نقل مکانی۔فٹ، دوبارہ ویلڈنگ، پروسیسنگ کی پہننے کی حالت کو چیک کریں۔
اسٹیٹر اور روٹر غلط رگڑنا۔لوہے کے کور کے اعلی نقطہ تلاش کریں، پروسیسنگ پیسنے.
موٹر آپریشن کے دوران برقی مقناطیسی شور۔مرمت کے ذریعے ختم کرنا مشکل ہے۔
| موصلیت کی کلاس | درجہ حرارت (℃) |
| موصلیت کی کلاس | درجہ حرارت (℃) |
| Y A E B | 90 105 120 130 | F H C | 155 180 >180 |
① کم viscosity، اعلی ٹھوس مواد اور وسرجن میں آسانی.
② تیزی سے علاج، مضبوط تعلقات اور لچک.
③اعلی برقی خصوصیات، گرمی کی مزاحمت، نمی کے خلاف مزاحمت اور کیمیائی استحکام۔
a) شافٹ اور ٹائل کا فرق بہت چھوٹا ہے۔
ب) چھوٹا تیل مثانہ کھلنا اور تیل کی ناکافی خوراک۔
c) چکنا تیل کا اعلی درجہ حرارت۔
د) شافٹ ٹائل ریسرچ چوٹ.
e) تیل کی ناقص واپسی اور تیل کی ناکافی خوراک۔



